熱間鍛造・冷間鍛造
高強度の秘密は究極の鍛造加工にあり
熱間鍛造
概要


金属を鍛えて造るという名のとおり、強さを必要とする工具づくりには欠かせない鍛造方法。材料となる鋼に強大な圧力を加え内部組織を密にすると共に、理想的な鍛流線(金属組織の流れ)を形成することで、強度と粘りを増加させる製法です。
材料を熱してから成形する「熱間鍛造」では、最大で約2,000トンの加圧力を持つハンマーを、金属に乗せた素材に打ち下ろします。その作業は極めて繊細で、打ち手の違いや材料のわずかな温度の差でツールの仕上がりに影響が出てしまいます。
工程

1.予備成形
カットした鋼材をムダなく使うため、圧延ロールしてカタチを整えます。
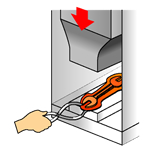
2.鍛造
カタチを整えた鋼材を、スパナのカタチにプレスします。

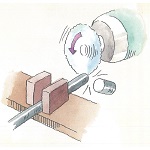
3.バリ抜き
鍛造で出来た余分な部分(バリ)をプレスで切り離します。
冷間鍛造
概要


スパナやレンチなど複雑な形状のツールを美しく高精度につくるため熟練の職人たちは日々技術を研ぎ澄ましています。常温で行われる「冷間鍛造」では小型で単純な形状という制約はありますが、より美しくより精度の高い製品を作ることができます。限りなく公差をゼロに近づけたソケットやラチェットレンチ内部の精密な部品などはここから生み出されます。
工程
1.材料切断
鍛造品の体積に合せた長さに切断します。
2.熱処理・潤滑剤塗布
鍛造できる硬さに調節し、金型との焼付きを防ぐために潤滑剤を塗布します。

3.鍛造
プレス機で金型を材料に押し付けて任意形状に成形します。
保有設備
| 機械名 | 能力 | 台数 |
|---|---|---|
| エアードロップハンマー | 2t | 1 |
| エアードロップハンマー | 1t | 5 |
| エアードロップハンマー | 0.5t | 1 |
| 冷間鍛造サーボプレス※ | 630t | 1 |
| 冷間鍛造プレス※ | 450t | 1 |
| 冷間鍛造プレス※ | 400t | 1 |
| 冷間鍛造プレス※ | 300t | 1 |
| 冷間鍛造プレス※ | 160t | 2 |
| ビレットシャー | φ36 | 2 |
| 超硬丸鋸切断機※ | 3 | |
| ボンデ処理装置※ | 1 |


※設備は久御山工場に設置しております。